
在新造鋼質(zhì)船時(shí),每個(gè)分段艙壁上都有球扁鋼等加強板的焊接工作,一般要求為雙面角焊縫,在分片預制時(shí)焊接。通常采用二氧化碳氣體保護焊(FCAW) ,常用額的有倆種方法。一是采用全手工焊接。這種方法成本較低。但是有明顯的不足,生產(chǎn)效率很低;焊接質(zhì)量波動(dòng)大,焊縫成形不美觀(guān),就會(huì )造成大量返工,浪費人工、浪費材料;薄艙壁變形還大,火工校正工作量大。這樣一來(lái)也增加了成本。另一種方法是采用專(zhuān)業(yè)的角焊接設備。這種方法速度快,效率高;成型好,返修少;但是設備價(jià)格較為昂貴,設備操作對工人要求較高,如設備損壞維修較為麻煩,費用高。一般只有在要求很高的鋼結構焊接中使用,在船體分段制作中使用,很不劃算。追求最大利潤,是企業(yè)發(fā)展的主題,以提高焊接效率、降低生產(chǎn)成本為出發(fā)點(diǎn),改進(jìn)和應用船舶建造中的焊接工藝方法,并在保證產(chǎn)品質(zhì)量的同時(shí),能降低成本,提高效率。在振華重工承建的荷蘭Boskalis-SMIT 鋪纜船(船號 ZPMC1040)項目中,采用了一種有效的方法,方法就是將價(jià)格便宜,操作方便的半自動(dòng)小型切割機改造成自動(dòng)角焊接小車(chē),經(jīng)過(guò)實(shí)際應用,效果頗佳。但是這種新的焊接方法既不是公認的手工焊接或者專(zhuān)業(yè)設備焊接,根據船級社要求,新的焊接方法需要進(jìn)行焊接工藝規程的評定,通過(guò)評定才能在船舶建造項目中應用。
一 、 半自動(dòng)切割機改造成自動(dòng) 角 焊接小車(chē)
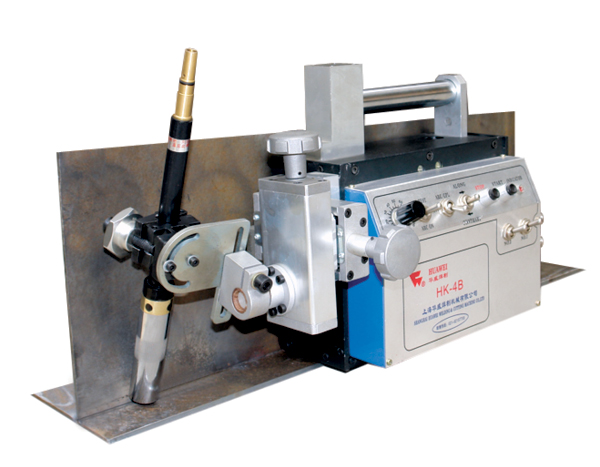
半自動(dòng)切割機主要應用于鋼板的切割, 由切割系統、車(chē)身、調節裝置、軌道等主要部件組成。其中車(chē)身是由內部電機驅動(dòng)后主動(dòng)輪在軌道上行走的;車(chē)身面板上還有速度調節、前后方向選擇開(kāi)關(guān)、電源開(kāi)關(guān)等,以實(shí)現對小車(chē)行走的控制。根據半自動(dòng)切割機的特點(diǎn),對切割機進(jìn)行了以下改進(jìn):
(1) 拆下原切割系統的外部部件( 內部保留, 還可用于切割) , 代之裝卡氣體焊槍。
(2)機身內部的電源開(kāi)關(guān)上,利用與2芯插座配接的2線(xiàn)電纜中的一根導線(xiàn),與焊機的送絲機構控制電纜連接(不用焊槍的扳機開(kāi)關(guān)及控制電纜) ,從而實(shí)現小車(chē)行走的同時(shí)即可進(jìn)行焊接。
(3) 在機身側面加裝側向導輪, 以便在利用該車(chē)實(shí)現角焊縫焊接時(shí),能夠保證小車(chē)達到隨形焊接。經(jīng)過(guò)上述改造的半自動(dòng)切割機在功能上已能夠完全滿(mǎn)足自動(dòng)角焊接的需要,只需一個(gè)工人就可輕松地進(jìn)行操作。
二 、焊接工藝規程評定
這種改造后的角焊接小車(chē)應用,既不同手工焊接,也不同于專(zhuān)業(yè)的焊接小車(chē)焊接,這種焊接方法的焊接工藝規程需要通過(guò)該船級社的評定認可后,才能在相應的項目上應用。首先,焊接工藝工程師,現根據經(jīng)驗以及相應規范編制《焊接工藝規程計劃》 (WPSP) ,提交船級社授權的驗船師進(jìn)行審核,驗船師會(huì )對WPSP中的材料、接頭方式、焊接位置、焊接方法、焊材等要求逐一進(jìn)行審查,另外對相關(guān)參數也進(jìn)行審核,如電流、電壓、焊接速度等,還要確認試板的尺寸是否符合要求等等。驗船師審核認可后,會(huì )對提交的WPSP進(jìn)行審批,然后船廠(chǎng)根據審批的計劃逐步進(jìn)行操作。
1、 見(jiàn)證試板切割。船廠(chǎng)邀請驗船師見(jiàn)證試板的切割,并提供材料質(zhì)保書(shū)給驗船師審核。驗船師會(huì )核對鋼板的信息,無(wú)誤后在每一塊試板敲上船級社的鋼印。 (一般都會(huì )多切割一套試板備用。 )
2、 見(jiàn)證焊接。一切準備就緒后,船廠(chǎng)邀請驗船師檢查見(jiàn)證整個(gè)焊接過(guò)程。驗船師首先核對試板鋼印,坡口情況、預拼質(zhì)量,焊工資質(zhì)證書(shū),焊機電流表、電壓表檢定證書(shū),各種檢測設備是否在檢定周期內及其檢定證書(shū)等等。安排有相應資質(zhì)的焊工進(jìn)行預熱、焊接工作。焊接過(guò)程中,船廠(chǎng)安排人與驗船師一起測量并記錄各種參數及數據,如電流電壓等,焊接過(guò)程中還要測量預熱溫度、焊接溫度等。焊接完畢后,驗船師要檢查焊縫外觀(guān)是否符合要求。一切結束,整理所有記錄,驗船師簽字確認。如果存在問(wèn)題,如焊縫外觀(guān)不符合要求,就要安排重新焊接,重新邀請驗船師見(jiàn)證。
3、 見(jiàn)證NDT。該評定驗船師要求做MT,邀請驗船師見(jiàn)證。操作人員資質(zhì)提交驗船師檢查。如合格,出具M(jìn)T報告,提交驗船師。如不合格,則需要重新焊接,重復上面步驟.
4、 見(jiàn)證機械性能試驗試塊取樣。每一塊試塊都要敲上船級社鋼印。然后切割轉試驗室進(jìn)行加工。
5、 鋼印轉移。試塊機加工過(guò)程中原先的船級社鋼印需要加工掉,要求驗船師進(jìn)行鋼印轉移。
6、 見(jiàn)證機械性能試驗。一切就緒后,邀請驗船師見(jiàn)證試塊的機械性能試驗,主要是拉伸試驗和沖擊試驗。驗船師檢查試驗設備檢定證書(shū)及實(shí)驗室資質(zhì)證書(shū),核對試塊鋼印,沖擊溫度等。試驗結束后,驗船師需要對實(shí)驗數據進(jìn)行簽字確認,然后試驗室編制提供正式試驗報告。如機械性能不符合要求,根據規范要求是重新安排性能試驗,還是直接判評定失敗,然后根據要求按照上面步驟重新安排評定。
7、 檢查宏觀(guān)腐蝕。與驗船師商定后,提前進(jìn)行腐蝕。腐蝕要求必須滿(mǎn)足規范。邀請驗船師檢查腐蝕情況,驗船師對腐蝕報告簽字確認。
8、 見(jiàn)證硬度試驗。根據要求,邀請驗船師見(jiàn)證試塊的硬度試驗。提交試驗設備及實(shí)驗室資質(zhì)給驗船師檢查。試驗結束后,驗船師需要對實(shí)驗數據進(jìn)行簽字確認。實(shí)驗室提供正式試驗報告。如硬度不符合要求,評定失敗,需要按照上面步驟重新做評定。
9、 收集整理所有資料報告, 編制 《規程評定記錄》 (PQR).根據PQR, 編制正式的 《焊接工藝規程》 (WPS) 。然后提交驗船師審批。驗船師核對無(wú)誤后,簽字蓋章。此WPS生效。通過(guò)以上評定后,該焊接方法可正式在項目中進(jìn)行使用。
三 、 經(jīng)改進(jìn)后的自動(dòng) 角焊接
(1)配置方便;小車(chē)輕便,個(gè)人單獨使用或搬動(dòng);操作簡(jiǎn)便容易,對操作者沒(méi)有較高要求。
(2)小車(chē)能正反方向操作,能雙向焊接,減少空程。
(3)應用范圍較為廣泛。不僅船舶建造中可使用,在其他大型箱體結構中也可以應用。
(4)其焊縫成型美觀(guān),焊接質(zhì)量較高,減少返工。
(5)由于半自動(dòng)切割機價(jià)格低,與其它較昂貴的專(zhuān)用焊接小車(chē)相比,可降低設備成本投入。不用于焊接時(shí)還可以改回成切割機,可一機兩用,節約成本。
來(lái)源:designofka.com
撥打我們免費電話(huà)
+86 021-69591999
企業(yè)公眾號








 中文
中文 English
English Espa?ol
Espa?ol русский
русский Portugal
Portugal ???????
??????? fran?ais
fran?ais Deutsche
Deutsche 日本語(yǔ)
日本語(yǔ) Indonesia
Indonesia