
數字信號處理相對于模擬信號處理具有很大的優(yōu)越性,表現在精度高、靈活性大、可靠性好以及易于犬規模集成等方面。因此.數字信號處理技術(shù)在通信、語(yǔ)音處理、圖形/圖像處理、自動(dòng)控制、消費電子等諸多領(lǐng)域內得到了廣泛的應用川。作為數字信號處理技術(shù)與弧焊工藝結合的產(chǎn)物,數字化焊機的出現引起了業(yè)內人士的廣泛關(guān)注。本文將對效字化埠機的概念、特點(diǎn)、實(shí)現方式及其未來(lái)的發(fā)晨前景進(jìn)行探討。
1 數字化焊機及其特點(diǎn)
因為數字化掉機出現得比較晚,例如nD“m是在1998年才開(kāi)始進(jìn)行數字化埠機的生產(chǎn),因此剜目前為止還沒(méi)有形成敷字化焊機的統一的、得到各個(gè)方面認同的定義。作者理解.所謂數字化焊機應當是指這樣—些焊機,它們主要的控制電路由傳統的模擬技術(shù)直接被數字技術(shù)所代瞢,在控制電路中的控制信號也隨之由模擬信號過(guò)渡到0/l編碼的數字信號。
在計算控制技術(shù)的發(fā)展中經(jīng)歷過(guò)兩個(gè)關(guān)鍵的階段,即開(kāi)創(chuàng )時(shí)期和直接效字控謝時(shí)期。在開(kāi)刨時(shí)期,計算機系統速度慢、價(jià)格高,也不可靠,因此這個(gè)階段的計算控制主要以?xún)煞N方式進(jìn)行。一種方式是計算機打印出指令給操作者;另一種方式是計算機修改模擬調節器的設定值。進(jìn)入直接數字控制時(shí)期后,計算機的任務(wù)不再局限于向操作者發(fā)送指令和謦改摸{I重l調節器的設定值,而是直接替代了模擬調節器的功能”J。在數字化焊機的發(fā)晨中同樣有與此類(lèi)似的兩個(gè)階段。以∞蛆或∞c196為代表的單片機控制弧焊逆變電源基本上屬于數字化焊機開(kāi)創(chuàng )時(shí)期的產(chǎn)品。其主要特征就是單片機在焊機中的主要作用是完成焊機的蕾理和焊接參數的給定。而焊接工藝中的恒壓、恒流控制則通過(guò)模擬的PI(比例積分)控制器來(lái)完成。當然這并不是絕對的.在有些單片機控制的可控硅焊機中,從參數設定、焊接參數反饋采樣、Pl控制,到可控硅觸發(fā)脈沖的發(fā)生都是由單片機完成的。這種情況下的單片機控制的弧焊電源就應當屬于直接數字控制時(shí)期的產(chǎn)品。從某種意義上說(shuō),只有在數字化焊機進(jìn)人到直接數字化階段才真正地實(shí)現了數字化,才充分體現出了數字化控制所帶來(lái)的優(yōu)勢。
不言而喻,數字化控制具有很好的系統靈活性。對于模擬系統,系統的配量和增益由阻容網(wǎng)絡(luò )等硬件參數所決定,一旦確定就很難改變。而對于數字系統,這一切僅僅是改變軟件而已。對于數字化焊機來(lái)說(shuō),靈活性意昧著(zhù)同一套硬件電路可以實(shí)現不同的焊接工藝控悄,對于不同焊接工藝方法和不同焊絲材料、直徑可以選用不同的控制策略、控制參數,從而使焊機在實(shí)現多功能集成的同時(shí),每一種焊接工藝方法的工藝效果也將得到大幅度的提高。以c0,焊接短路過(guò)渡的波形控制為例,短路時(shí)的電流波形決定了其焊接飛濺的大小和焊縫成形的好壞,并且對于不同的焊絲直徑和焊接工藝區間.最佳的電流波形會(huì )有所區別。在采用模擬控制時(shí),往往是按照兼顧整個(gè)工藝區間的原則來(lái)選取電流波形,這樣就必然造成部分區間的工藝效果的不理想。數字化控鑭的靈活性同時(shí)也體現在數字化焊機的控稍軟件的在線(xiàn)升級的功能上。由于采用n∞h作為存儲器,同時(shí)在電路設計上增加了在線(xiàn)的n*h編程功能,因此,數字化焊機的控制程序升級或在線(xiàn)調試修改,只需要簡(jiǎn)單地通過(guò)Rs232串行通訊接口進(jìn)行。
數字化焊機的第二個(gè)優(yōu)勢是它具有更好的穩定性。在模擬系統中.信號的處理是通過(guò)有潦或無(wú)源的電網(wǎng)絡(luò )進(jìn)行的,處理參數的設定通過(guò)電阻、電容參數的選擇來(lái)完成。這樣在模擬系統中阻容參數的容差、漂移必然導蕺控制器參數的變化,一方面模擬控制的溫度穩定性較差,另一方面模擬控制時(shí)的產(chǎn)品一致性難以保證。而在數字化控制中,信號的處理或控制算法的實(shí)施是通過(guò)軟件的加/堿、乘/除運算來(lái)完成的,因此其穩定性好,產(chǎn)品的一致性也得到了很好的保證。數字化焊機具有更高的控制精度。模擬控制的精度一般由元件參數值引起的誤差和運算放大器非理想特性參數(如A。^“、%。、,循、噪聲等)引起的誤差所決定。以反向放大器電阻網(wǎng)絡(luò )引起放大倍數的相對誤差為倒,放大倍數IA,.I=瑪佃,,其相對誤差h=訛一|y。,這里*=△尺1/Rl,竹=△掣瑪為電阻R,和馬的相對誤差”J。如果月.和五:的相對謾差同為±5%,則放大倍數的相對誤差為±10%。而數字化控鑭的精度僅僅與模一數轉化的量化誤差及系統有限字長(cháng)有關(guān),如果對一個(gè)O—lO V變化的信號進(jìn)行10位模一數轉化的話(huà),模一數轉化中n 1 1n的量化誤差為IeI≤羊=÷x巖=o.004鷂2 812 5。‘ ‘Z一由此可見(jiàn),數字化控制可以獲得很高的精度。
最后,數字化焊機具有良好接口兼容性。由于散字化焊機大量采用了單片機、DsP(數字信號處理器)等數字芯片,因此數字化焊機與其它設備間就可以非常方便地實(shí)現大量的信息交換。隨著(zhù)現代焊接生產(chǎn)網(wǎng)絡(luò )化管理的發(fā)展和普及,數字化焊機良好的接口兼容性必然會(huì )發(fā)揮越來(lái)超重要的作用。數字化焊機與傳統模擬控制焊機相比具有無(wú)可爭議的優(yōu)勢。但是,焊機數字化系統的實(shí)現具有極大的挑戰性。處理速度慢和抗干擾能力差是數字控制的主要缺點(diǎn)。因此,在數字化焊機的實(shí)現中必須通過(guò)合理的控制芯片選擇和整體設計滿(mǎn)足弧焊工藝對數字系統處理速度的要求。同時(shí),必須采取有效的抗干擾措施,使數字控制電路適應高輻射、強電磁干擾的弧焊工藝環(huán)境。
2 數字化焊機的實(shí)現
焊機向數字化方向發(fā)展,包吉兩方面的內容。一個(gè)是主電路的數字化.另一個(gè)是控制電路的數字化。
2.1主電路的數宇化
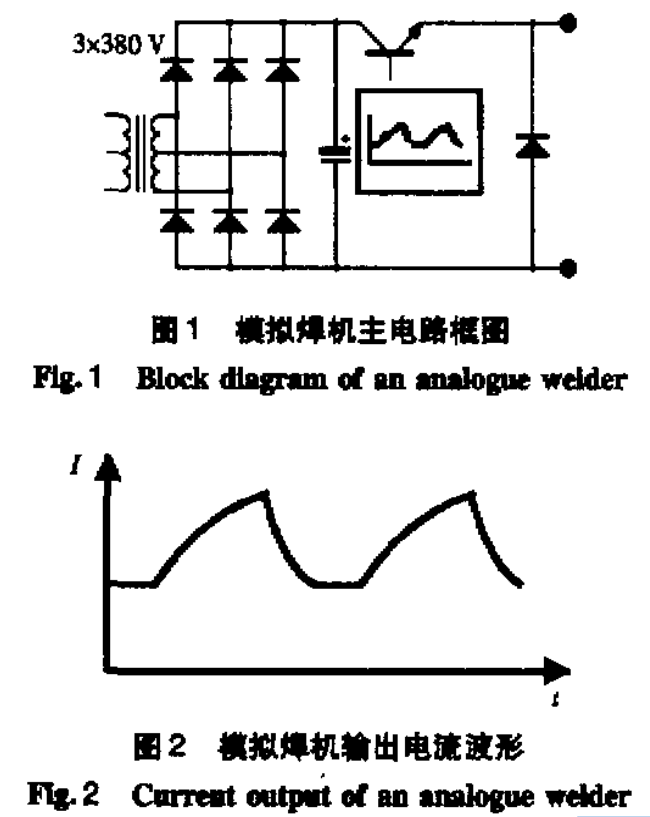
在焊接電源中,變壓器的作用非常關(guān)鍵,它一方面滿(mǎn)足電流、電壓的匹配要求,另一方面對送電回路和焊接回路起到電氣隔離的作用。同時(shí),變壓器在能量傳輸回路中的位置決定了焊接電源的體積和質(zhì)量。圖1為模擬式焊機的主電路框圖。這種電源由一個(gè)工頻變壓器、三相整流橋和一個(gè)晶體管組組成,晶體管組在回路中的作用相當于負載的串聯(lián)電阻。晶體管組工作在放大區.焊接中不需要的電壓消耗在晶體管組的c、E極之間,因此功耗極大,晶體管組需要水冷。模擬焊機的輸出波形如圖2所示。這種焊機的優(yōu)點(diǎn)是響應速度快,缺點(diǎn)是晶體管組的能耗大,因此基本上已經(jīng)被其它類(lèi)型的電源所取代。
來(lái)源:designofka.com
撥打我們免費電話(huà)
+86 021-69591999
企業(yè)公眾號








 中文
中文 English
English Espa?ol
Espa?ol русский
русский Portugal
Portugal ???????
??????? fran?ais
fran?ais Deutsche
Deutsche 日本語(yǔ)
日本語(yǔ) Indonesia
Indonesia