
鎂.鋁合金焊接過(guò)程中產(chǎn)生的脆性Al—Mg金屬間化合物,大大降低焊接接頭的性能?。目前,諸如擴散焊、爆炸焊、攪拌摩擦焊等焊接方法都不可避免的會(huì )產(chǎn)生脆性A1.Mg金屬間化合物。磁脈沖焊接技術(shù)是一種高速、固態(tài)、冷焊的連接方法,全部焊接過(guò)程將在很短的時(shí)間(微秒級)內完成,并且焊接過(guò)程不需要添加填充金屬也不需要保護氣體,無(wú)熱影響區,可有效防止接頭處晶粒粗大,可大幅度減小焊接接頭界面處金屬間化合物的產(chǎn)生【2】。磁脈沖焊接的界面形貌類(lèi)似于爆炸焊接,通常呈現波形結合區,直接結合區以及熔化層結合區3種基本形態(tài)。一般認為波形結合區為理想的結合區域。對于界面波的形成機理國內外進(jìn)行了一系列的研究,主要有復板流侵徹機理、渦街機理、亥爾姆霍爾茲失穩機理及應力波機理等。目前,以色列的研究者Ben—Artzy和Stem通過(guò)系統的研究認為:磁脈沖焊接界面的波狀結合是由于應力波引起的亥爾姆霍茲失穩【3】所造成的。本研究通過(guò)Al—Mg異種金屬進(jìn)行的磁脈沖焊接試驗,系統的探討、分析Al—Mg異種金屬磁脈沖焊接接頭界面的形貌特點(diǎn)。
1實(shí) 驗
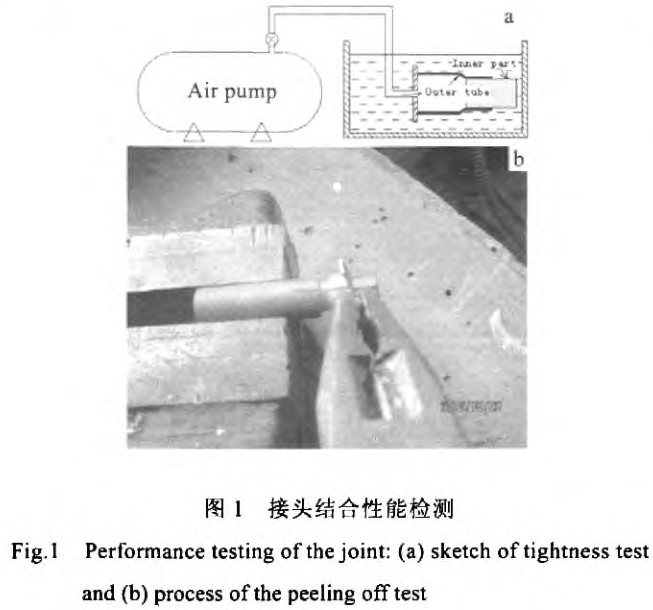
將采用以色列PULSAR公司提供的MPW 20/9型磁脈沖焊接系統進(jìn)行鋁管與鎂棒的焊接試驗。試驗中選取1060鋁合金作為外管,外管規格為@16 mmxlmmx34 mm,熱處理狀態(tài)為O狀態(tài);內棒為AZ31鎂棒,熱處理狀態(tài)為F狀態(tài),內棒直徑為11 mm;焊件的相關(guān)力學(xué)性能如表l所示。焊前用丙酮清洗待焊件的表面,除去表面油污等雜質(zhì)。試驗中采用MPW 20/9型磁脈沖焊接系統,設置不同的充電電壓(4,4.2,4.5 kV)進(jìn)行焊接試驗,對焊件采用如圖1a所示的檢測方法檢測其氣密性;并對氣密性性能良好的焊件進(jìn)行剝離試驗(如圖lb),檢測接頭結合性能。試驗結果表明在此3種充電電壓下焊件不僅氣密性良好,而且結合性能良好,斷口均斷在焊件母材處。將符合以上要求的焊件進(jìn)行金相處理并按國標的腐蝕方法進(jìn)行腐蝕[41。采用4XC.1型光學(xué)顯微鏡、HITACHI$3400N型掃描電鏡、美國安捷倫公司提供的G200 NANO INDENTER型壓痕儀對腐蝕后的接頭結合界面的微觀(guān)形貌、元素分布、能譜成分以及硬度變化進(jìn)行分析,以期獲得最優(yōu)界面。
2結果及討論
2.1光學(xué)顯微分析
充電電壓4.3 kV的1060AI/AZ31Mg和充電電壓.2 kV的5A03AI/5A06AI焊縫界面金相顯微組織對比見(jiàn)圖2。由圖2可清晰的看出:A1.Al焊縫界面波形的幅值基本對稱(chēng),波紋形貌類(lèi)似于正弦波,周期性傳遞的現象明顯,兩種材料結合很致密;而A1-Mg的焊縫界面波形是一個(gè)波幅并不對稱(chēng)的正弦波,嵌入鋁層的界面波較少;嵌入鎂層的界面波較多,形成了不規則的波狀結合方式。根據應力波引起的亥爾姆霍茲火穩機理可知,當外力作用使A1一Mg兩種焊件結合在一起時(shí),由于Mg側質(zhì)地更軟,塑形變形能力強,在受外力擠壓作用時(shí),g層一側首先發(fā)生失穩。壓應力的連續作用,使局部晶粒間的位錯運動(dòng)受阻,位錯塞積群密度不斷上升,導致此區域的品粒間的抗塑性變形能力火幅提高,當其超過(guò)A1層一側的抗塑性變形能力時(shí),失穩狀態(tài)發(fā)生在A(yíng)l層一側,此過(guò)程只要稍加進(jìn)行,Mg層一側的壓應力就將大幅降低,從而位錯塞積群密度也隨之減小,塑性變形能力迅速得到恢復,Mg側重新出現失穩,焊接波紋進(jìn)而侵入Mg層一側,如此反復進(jìn)行,使界面呈現周期性的不規則波狀變化。此外圖2a中A所指示的區域為“過(guò)渡區”,其明顯不同于兩種母材組織,且此區域均出現在A(yíng)1基一側。3種不同充電電壓試驗的“過(guò)渡區”的變化情況如圖3所示。由圖看出,隨充電電壓的減小,焊縫附近的“過(guò)渡區”有減弱的趨勢。當充電電壓為5 kV時(shí),可清楚的看見(jiàn)整個(gè)焊接界面周?chē)緸榇笃某蔬B續狀分布的“過(guò)渡區”,最厚處(圖3a箭頭所指)可達32¨m:在充電電壓為4.5 kV時(shí),此區域呈現斷續、少量分布,且其厚度約】0 p.m,遠小于充電電壓為5 kV時(shí),只有在如圖3b箭頭所指的部分才出現比較厚的聚集層(26um);而在充電電壓4 kv時(shí),幾乎看不到“過(guò)渡區”。
2 2電子顯微分析
圖4是1060AI/AZ31Mg焊縫界面“過(guò)渡區”結構及良好結合界面處元素線(xiàn)掃描結果。同時(shí)在此區域內打能譜點(diǎn),精確測量“過(guò)渡區”內的各元素的含鼉。圖4a中鎂鋁兩種元素在界面結合區只是發(fā)生了一定程度的擴散。在磁脈沖焊接過(guò)程中,靠近界面兩側不同的基體金屬處由于瞬間高壓、高溫引起的的塑性變形作用,使基體兩側的原子必然發(fā)生滲透和對流,最終出現的效果就是原子間的相互擴散。圖4b中“過(guò)渡區”出現在A(yíng)l基。側,元素線(xiàn)掃描的結果顯示:在這‘區域Mg的含量略高于A(yíng)l,并且它們之間的含量在‘定的區域內呈現出近似于“平臺期”的變化,元素含量遠不同于A(yíng)I基一側。對此僅從元素擴散學(xué)的角度是不能解釋的,所以,推測此“平臺期”區域必然生成了新的金屬間相。這是由于在磁脈沖焊接過(guò)程中焊接工藝選擇不當(充電電壓偏大),焊接瞬間產(chǎn)生的強大壓應力將超過(guò)金屬本身的塑性變形能力,導致界面局部區域出現超塑變形,此時(shí)大量的壓應力產(chǎn)生的加載動(dòng)能轉化為熱能聚集在焊接界面,在近似絕熱的條件下,必將使界面附近的部分已經(jīng)塑形變形的金屬溫度不斷升高,達到一定溫度后,就會(huì )出現熔化現象,形成如圖4b箭頭所指的“過(guò)渡區”。從而可以將“過(guò)渡區”定義為“熔化區”。對“熔化區”進(jìn)行EDS能譜點(diǎn)分析的結果(質(zhì)量分數,%)表明:Mg為5151,Al為47 62,Zn為0 87。能譜點(diǎn)分析的數據與元素線(xiàn)掃描的結果一致,而且通過(guò)元素含量的數值以及AI.Mg合金相圖可推斷出,此處生成的金屬間化合物很可能是A13M92(40%)與AIl2Mgl7(58 6%)的混合物。A13M92的存在范圍比較狹窄,Mg含量的變化范圍僅為38.5%~40 3%;而A112Mgl7的存在范圍比較寬泛,Mg含量的變化范圍在40%~60%之間。由此也能解釋元素線(xiàn)掃描時(shí),為何在“熔化區”中Mg元素的含量都略高于A(yíng)1。
3結 論
1)鋁.鎂異種金屬磁脈沖焊接界面呈不規則的波紋形貌結合,嵌入Al基體一側的界面波較少。
2)磁脈沖焊接界面出現了原子的擴散現象,并且在熔化區有新的硬脆相產(chǎn)生,此新相的產(chǎn)生使熔化區的硬度大幅提高。
3)磁脈沖焊接界面的熔化區在A(yíng)1基體一側出現,熔化區的大小與選取的焊接工藝參數有關(guān)。選用適當的焊接工藝參數可大幅度減少乃至避免“熔化區”的出現,顯著(zhù)提高焊接性。
來(lái)源:designofka.com
撥打我們免費電話(huà)
+86 021-69591999
企業(yè)公眾號








 中文
中文 English
English Espa?ol
Espa?ol русский
русский Portugal
Portugal ???????
??????? fran?ais
fran?ais Deutsche
Deutsche 日本語(yǔ)
日本語(yǔ) Indonesia
Indonesia