
數控等離子切割機具有多功能、高效、高速、高精度、低勞動(dòng)強度和高度自動(dòng)化等特點(diǎn),適合于加工多品種、小批量、形狀復雜、調換頻繁的零件,廣泛應用于汽車(chē)、機車(chē)、壓力容器、化工機械、核工業(yè)、通用機械、工程機械、鋼結構等行業(yè)。數控等離子切割能切割氧氣難以切割的各種金屬材料(利用等離子弧還能切割某些非金屬材料),其主要優(yōu)點(diǎn)是:切割厚度不大的普通碳素鋼薄板時(shí),切割速度可達氧切割法的 $~6 倍、切割面光潔、熱變形小、切口寬度和切割面斜角較大,切割薄板時(shí)采用特種切割割炬或工藝可獲得接近垂直的切割面等 [1] 。數控等離子切割機切割件的加工質(zhì)量對整個(gè)產(chǎn)品起著(zhù)關(guān)鍵性的作用,所以有效防止加工件的變形顯得尤為重要。
1 切割件的熱變形和產(chǎn)生原因
任何物體在外力作用下都能引起形狀或尺寸的改變,這種現象稱(chēng)為變形。變形包括彈性變形和塑性變形。外力去除后,可恢復原來(lái)尺寸、形狀者稱(chēng)為彈性變形,而形成永久性變形者稱(chēng)為塑性變形。在金屬板材的切割過(guò)程中,切割件發(fā)生塑性變形,一直持續到其冷卻至初始溫度后形成的最終變形,稱(chēng)之為切割熱變形。等離子切割是利用高能量密度的等離子弧和高速等離子流,將熔化金屬從割口處吹走,形成連續割口達到分離金屬板材的目的 [1] 。等離子切割時(shí)熱變形雖然小,但金屬板材在軋制、冷卻過(guò)程中難免存在不均勻的殘余內應力。切割時(shí),金屬受局部高溫熱源的影響沿切割方向急劇膨脹,而周?chē)赴褰饘儆窒拗破渑蛎洠骨锌谶吘壗饘佼a(chǎn)生應力,當應力超過(guò)金屬屈服強度時(shí),會(huì )產(chǎn)生壓縮塑性變形,隨之冷卻就會(huì )收縮,冷卻到室溫時(shí),因受周?chē)覆慕饘俚南拗疲厍懈罘较驎?huì )產(chǎn)生一定的縮短變形,同時(shí)內部有一定的殘余拉應力,這就是產(chǎn)生切割變形的原因所在。
2 切割工藝的選擇
為了盡量減小切割變形,切割前必須保證金屬板材定位的準確牢靠,在條件許可的情況下,使用多點(diǎn)接觸的電磁平臺進(jìn)行適當的校平處理,以消除金屬板材不均勻的殘余內應力,提高板材平整度。數控等離子切割機是利用高速度、高溫度、高能量的等離子切割機與計算機控制相結合起來(lái)的切割金屬板材的設備。其工作過(guò)程都是按照事先編制好的程序自動(dòng)控制的,識別的是加工程序,所以在加工前選擇合理的切割工藝一一 一 切割的起點(diǎn)、方向、順序、速度等,對切割件的加工質(zhì)量起著(zhù)決定性作用。
2.1 起弧點(diǎn)的選擇
一般情況下,切割件的起弧點(diǎn)應在金屬板材邊緣,或在己割加工件的割縫中間最為理想。當距離太大時(shí),出現不起弧或斷弧,使加工件切割不透,造成產(chǎn)品浪費或報廢;當距離過(guò)小時(shí),噴嘴與工件間易短路而燒壞噴嘴,破壞切割過(guò)程的正常進(jìn)行。實(shí)踐證明:噴嘴距離工件的高度一般在 6~S mm 為宜,空氣等離子切割和水再壓縮等離子弧切割的噴嘴距離工件高度可略小于 6~S mm。
2.2 切割方向的選擇
正確的切割方向應該保證最后一條割邊與母板大部分脫離,如果過(guò)早地與母板大部分脫離,則周邊的邊角框不足己抵抗切割過(guò)程中出現的熱變形應力,造成切割件在切割過(guò)程中移位,出現尺寸超差 [2] 。
2.3 切割順序的影響
切割順序是指對鋼板上若干大小嵌套的套排零件依次進(jìn)行切割的順序。一般應遵循 “ 先內后外,先小后大” 的原則:即先切割加工件的內輪廓(或內輪廓中嵌套的零件),后切割外輪廓;先切割面積小的零件,后切割大尺寸零件,否則,在金屬板材上切割內輪廓或其他小零件時(shí)會(huì )產(chǎn)生變形,造成加工件的報廢。
2.4 切割速度的選擇
切割速度是切割過(guò)程中割炬與工件間的相對移動(dòng)速度,合適的切割速度是切口表面平直的重要條件。切割速度決定于材質(zhì)板厚、切割電流、氣體種類(lèi)及流量、噴嘴結構和合適的后拖量等。在相同功率下,增加切割速度將導致切口變斜。切割時(shí)割炬應垂直工件表面,但為了有利于排除熔渣,可稍帶一定的后傾角(一般情況下傾斜角不大于 3 ),所以,為了提高生產(chǎn)率,應在保證切透的前提下盡可能選用大的切割速度 。
3 切割件的變形分析和控制
由于板材的熱脹冷縮,在切割過(guò)程中加工件與余料之間會(huì )產(chǎn)生相對移動(dòng),按加工件質(zhì)量與余料質(zhì)量的差別,產(chǎn)生相對移動(dòng)可分為以下三種情況:
(l)當加工件質(zhì)量遠大于余料質(zhì)量時(shí),加工件不動(dòng),余料相對平臺移動(dòng),不影響加工件的尺寸。(2)當加工件質(zhì)量遠小于余料質(zhì)量時(shí),加工件相對于平臺移動(dòng),余料不動(dòng),加工件產(chǎn)生一定的偏差。(3)當加工件質(zhì)量與余料質(zhì)量相當時(shí),加工件和余料相對平臺都可能產(chǎn)生移動(dòng),影響加工件的尺寸。實(shí)踐表明,加工件或余料相對平臺產(chǎn)生的移動(dòng),加工件產(chǎn)生的尺寸誤差一般在 O.3~4.O mm 之間。
3.1 工件單邊的變形控制
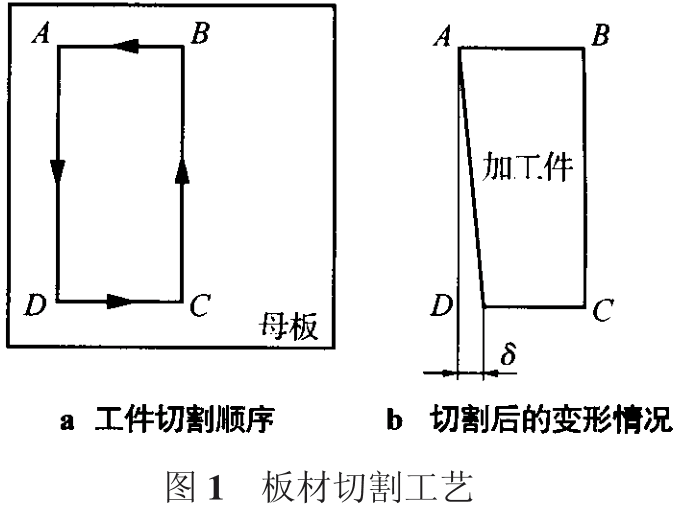
在數控等離子切割過(guò)程中選擇合理的切割工藝,所產(chǎn)生的變形量也不同。如在切割圖 l 所示的板材時(shí),若選擇 A 點(diǎn)為起弧點(diǎn),切割方向和順序為A!D!C!B!A,如圖 la 所示。當完成 AD 段的切割,加工 DC 段時(shí),由于 DC 段余料窄,切割時(shí)高溫使 DC 段余料產(chǎn)生線(xiàn)性伸長(cháng),CB 段向外偏轉,切割后使 DC 段尺寸縮小 ! ,如圖 lb 所示, ! 的大小與DC 段的尺寸成正比。如果選擇 A!B!C!D!A 的切割順序,工件最后經(jīng) DA 與母板分離,可有效減小切割變形。
3.2 細長(cháng)件的變形控制
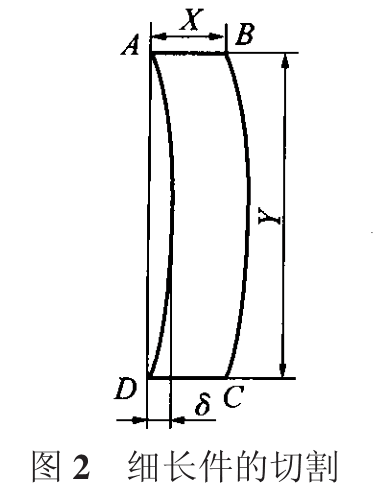
對于如圖 2 所示細長(cháng)件的切割,若按 A!B!C!D!A,當切割 DA 段時(shí),BC 段的膨脹可阻止 CD段的膨脹,完成整體切割冷卻后,DA 段的收縮量要大于 BC 段的收縮量,使工件向 DA 側彎曲。旁彎量! 的大小取決于加工件的長(cháng)寬比 Y!X,長(cháng)寬比越大,旁彎量 ! 就越大。
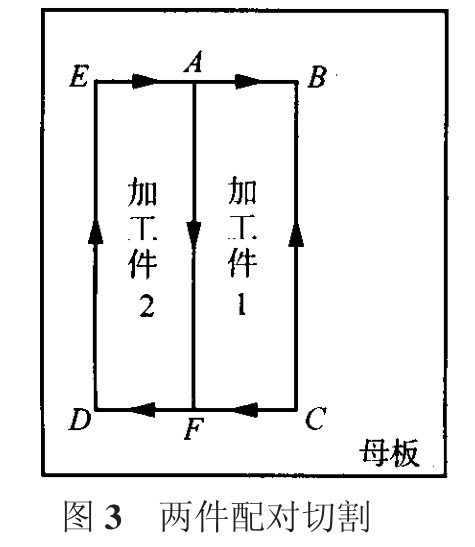
如果采用兩工件配對切割,如圖 3 所示,若選擇 A 點(diǎn)為起弧點(diǎn),切割方向和順序為 A!B!C!D!E!A!F。在完成 DE 段時(shí),與母板分離相當于工件長(cháng)寬比縮小一半,使旁彎量 ! 減小,當切割 AF 段時(shí),使工件兩側膨脹和收縮量相等,細長(cháng)件旁彎變形能明顯減小。
3.3 異形件的切割工藝
對于如圖 4 所示特殊異形件的切割,可選擇以下切割工藝。
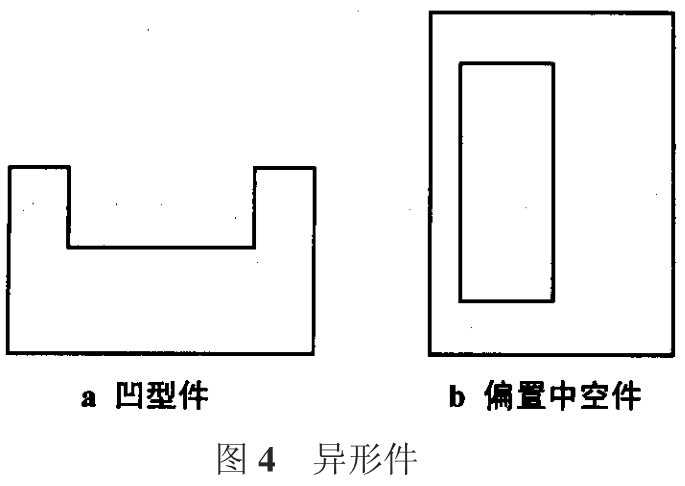
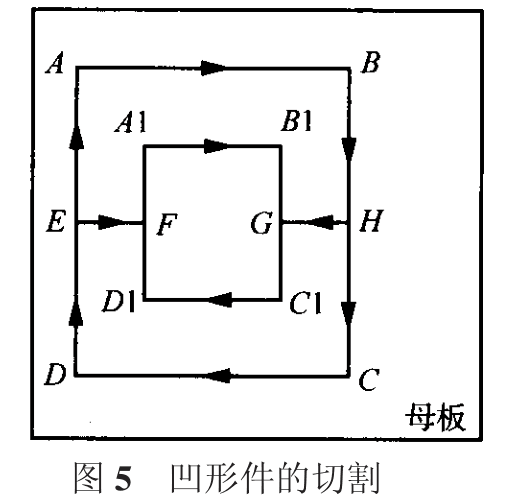
(l)對于凹型件采取兩件配對切割的方法,先切割內邊,后切割外邊,最后由外向內使兩件分開(kāi)。切割順序如圖 5 所示,內邊:Al!Bl!Cl!Dl!Al;外邊:A!B!C!D!A;切斷:E!F,H!G。
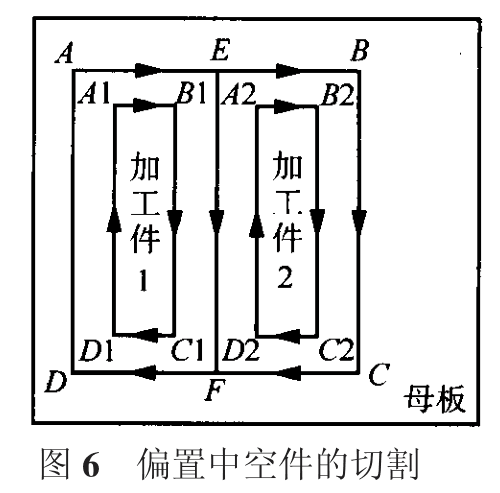
(2)對于偏置中空件應采取兩件配對切割,最后使兩件分離。切割順序如圖 6 所示,內邊:Al!Bl!Cl!Dl!Al,A2!B2!C2!D2!A2;外邊:A!B!C!D!A;最后 E!F。
4 結論
數控等離子切割在加工行業(yè)中無(wú)論從切割質(zhì)量還是切割效益都優(yōu)越與火焰切割,它配合不同的工作氣體可以切割各種金屬,尤其是對于有色金屬(不銹鋼、鋁、銅、鈦、鎳等)的切割效果更佳。分析數控等離子切割機切割件的變形規律和影響,在切割前進(jìn)行適當的板材校平處理,合理進(jìn)行板材固定,防止在切割過(guò)程中加工件發(fā)生移動(dòng);編制切割程序時(shí),選擇合理的切割工藝,使工件的最大尺寸面最后與母板分離;對于切割細長(cháng)件或異型件時(shí),采用兩件配對切割的方法等控制方法,可有效防止或減小切割件的變形。
來(lái)源:designofka.com
撥打我們免費電話(huà)
+86 021-69591999
企業(yè)公眾號








 中文
中文 English
English Espa?ol
Espa?ol русский
русский Portugal
Portugal ???????
??????? fran?ais
fran?ais Deutsche
Deutsche 日本語(yǔ)
日本語(yǔ) Indonesia
Indonesia