
數控等離子切割機是一種用于金屬板材下料切割的機電一體化先進(jìn)設備,已在造船、機械制造等行業(yè)獲得了廣泛的應用。影響數控等離子切割機切割質(zhì)量的因素很多,除了切割機的設計參數外,還與操作控制、切割工藝等有關(guān)。為了提高切割質(zhì)量,我們對其進(jìn)行了全面的切割試驗,根據試驗數據進(jìn)行分析和整理,得出了數控等離子切割機的部分最佳工作參數。現敘述如下:
1.數控等離子切割的特點(diǎn)及質(zhì)量評定
用數控等離子切割機可以切割各種形狀復雜的工件,并具有切割速度快、效率高、切割面質(zhì)量好、切割尺寸精確、工件熱變形小等優(yōu)點(diǎn)。切割的零件不需機械加工就可直接進(jìn)行焊接和應用。但數控等離子切割機是用等離子弧進(jìn)行切割,它與氧氣切割相比.仍有一定的缺陷,主要體現在切割面的傾斜度較大,光潔度沒(méi)有氧氣切割的好。評定數控等離子切割質(zhì)量好壞的主要判據是:切割面的傾斜度、切縫的割紋深度、掛渣多少等。一個(gè)優(yōu)質(zhì)的切割面其傾斜度應在30以下,割紋深度應在O.15 mm以下,且掛渣少,容易清除。在電壓、電流穩定的條件下,影響切割質(zhì)量的因素除了電極、噴嘴本身質(zhì)量以外,主要還有二個(gè)方面的原因:一是割嘴高度與穩定;二是切割速度與工作氣壓的匹配。割嘴離鋼板的高度當采用弧壓調高器來(lái)控制時(shí),因其動(dòng)態(tài)定位精度可達±0.013姍,所以能保證割嘴與鋼板的高度保持不變,故切割面的傾斜度小而均勻,且光潔度好。當用手工來(lái)調節割嘴離鋼板的高度時(shí)。被切鋼板要盡量放平,以減少割炬的調節次數。保證割炬切割過(guò)程中的穩定。本文采用手工調節方式,將割嘴離鋼板的高度控制在6~8 mm,通過(guò)一系列的切割試驗,闡述了切割速度(穢)、工作氣壓(P)與切割質(zhì)量的關(guān)系。
2.試驗方法
試驗設備為南華大學(xué)藍光機電設備有限公司生產(chǎn)的CNC.3000型數控等離子切割機,備有LG一1 00K、LG.1 20K、LG一1 60K、LG一200K型四種功率不同的空氣等離子切割機各一臺,每種機型的電極、噴嘴各6套。將四臺空氣等離子切割機的割炬,按先后順序裝在數控切割機的切割小車(chē)上。每一種型號的空氣等離子切割機都要單獨完成所有試驗的全過(guò)程,即用不同的切割速度,使用不同的氣壓,對不同厚度的’A3鋼板進(jìn)行切割(用自來(lái)水冷卻)。切割從低氣壓向高氣壓,從低速向高速逐步進(jìn)行。氣壓由過(guò)濾控制閥調節,切割速度由數控切割機控制。切割零件為100 IIl】[11×100 mm的正方形零件。
3.試驗結果及分析
用LG.100K型空氣等離子切割機切割6 mm和10 mm兩種不同厚度鋼板的試驗結果如表1所示。由于試驗數據太多.用該機切割其它厚度鋼板的試驗數據.以及用LG—120K、LG一160K、LG。200K型機切割的試驗數據就不一一列出。在下面將用圖示的方式表達出來(lái)。
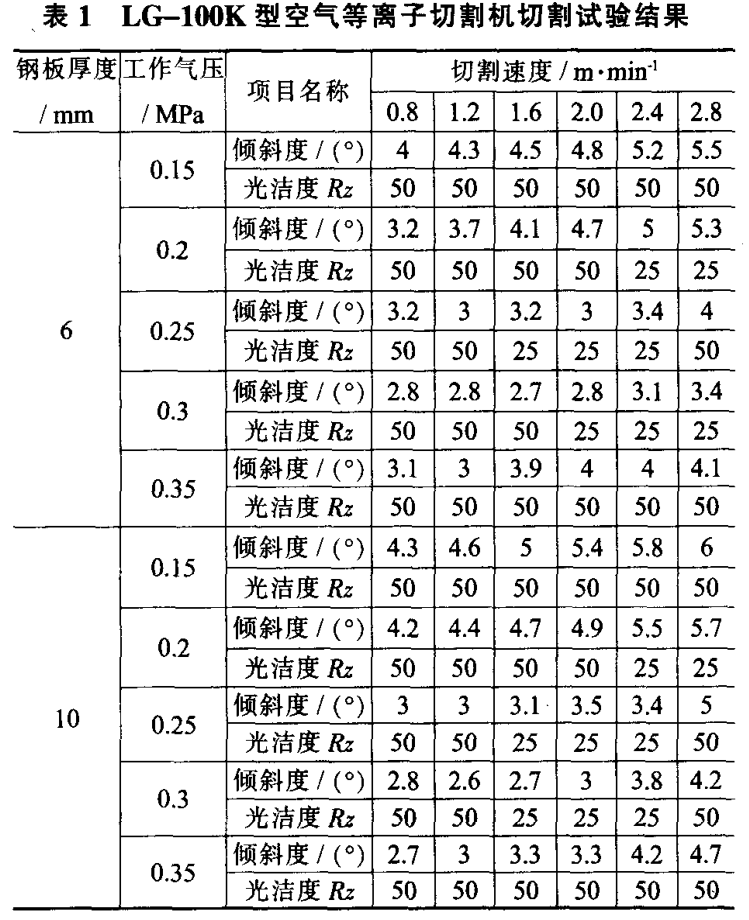
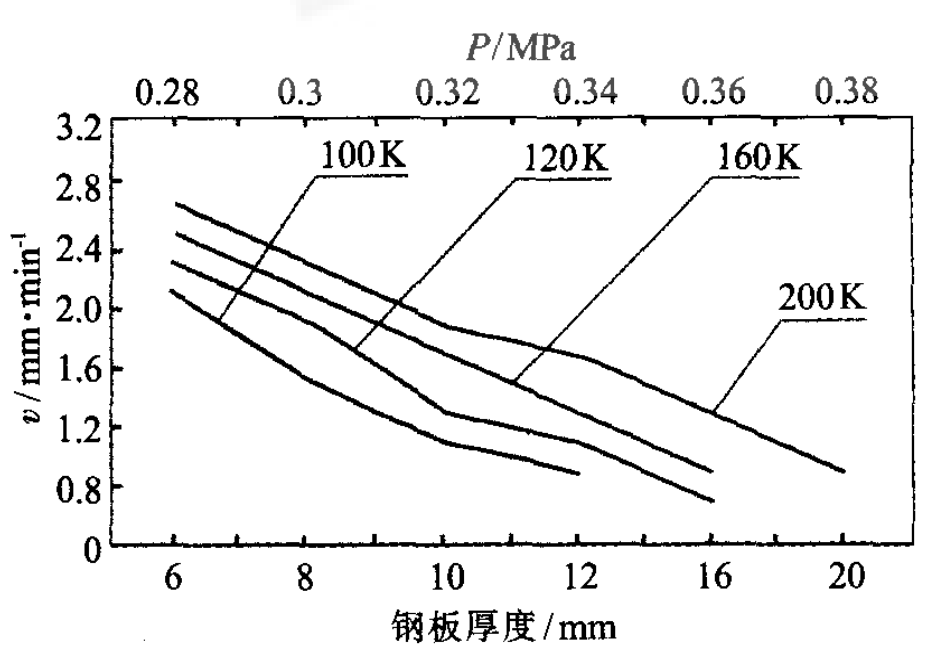
從表1結果可看出,當切割速度過(guò)高、氣壓過(guò)低時(shí),切割面的傾斜度大。這是因為速度過(guò)快,弧柱嚴重后傾,割縫下半部熔化速度跟不上。所以切割的零件上平面尺寸小。下平面尺寸大,尤其是切割直角形的零件時(shí).在拐角處的底部割縫成圓弧形而不是直角形。如果切割速度過(guò)低、氣壓過(guò)高則掛渣嚴重,不易清除,光潔度較差。如果切割速度合適,工作氣壓過(guò)高,弧柱的挺度和圓滑度受到破壞,切割能力下降.切割光潔度差。所以,切割不同厚度的鋼板,需要合理地選擇不同的切割功率、切割速度和工作氣壓,才能得到最佳的切割效果。從表1數據還可看出,不同的鋼板厚度有不同的最佳切割速度和工作氣壓。我們根據四種不同型號機型的試驗數據進(jìn)行分析和整理,繪制出了用不同功率的等離子切割機切割不同厚度鋼板的最佳切割速度與工作氣壓參數曲線(xiàn)圖,如圖1所示。
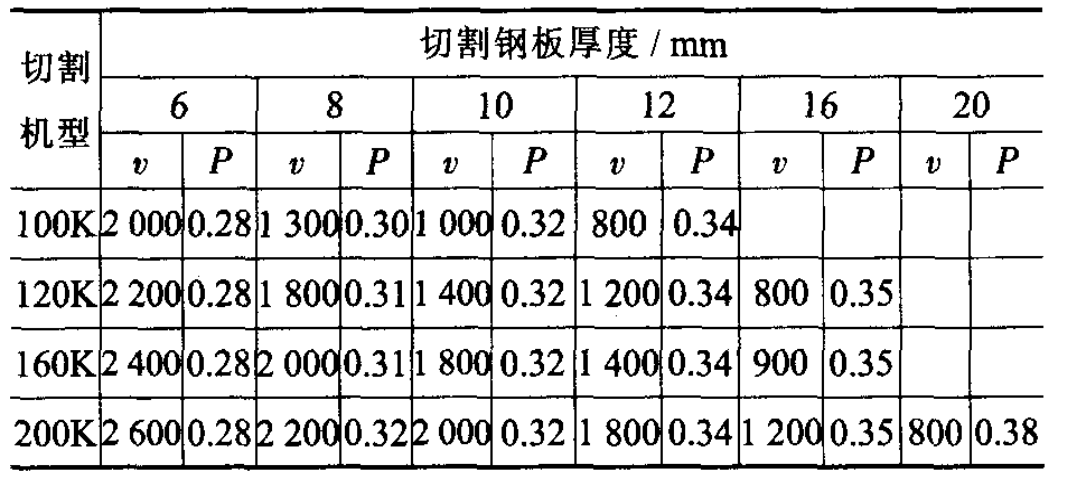
根據四種不同功率機型的試驗結果,得出了不同功率切割機切割不同厚度鋼板的最佳切割參數如表2所示。根據這些數據我們在部分廠(chǎng)家進(jìn)行了實(shí)際應用切割,效果很好,切割質(zhì)量大大提高。
4 結語(yǔ)
我們知道,影響數控等離子切割機切割質(zhì)量的因素很多,除了上面提到的幾個(gè)參數以外,還有切割工藝、切割方法、電極噴嘴的好壞等多種因素。但在實(shí)際切割過(guò)程中。只要按照上面提供的最佳切割參數進(jìn)行切割,控制好切割速度、工作氣壓和割炬的高低,就可以滿(mǎn)足切割質(zhì)量的要求。在切割電壓、切割電流穩定的情況下,電極、噴嘴的使用壽命可提高一倍。
來(lái)源:designofka.com
撥打我們免費電話(huà)
+86 021-69591999
企業(yè)公眾號








 中文
中文 English
English Espa?ol
Espa?ol русский
русский Portugal
Portugal ???????
??????? fran?ais
fran?ais Deutsche
Deutsche 日本語(yǔ)
日本語(yǔ) Indonesia
Indonesia