
在現代化大型鋼結構工廠(chǎng)中,無(wú)論是重鋼、輕鋼結構,或者在建筑、設備、船舶等不同鋼構業(yè)界,切割下料都是生產(chǎn)鏈中首道關(guān)鍵制造工序,“切割及焊接”素有鋼鐵裁縫之稱(chēng),其中主要指應用面廣量大的熱切割。熱切割始于上世紀初,乙炔手工氣割出現在法國,隨后在世界范圍內廣為普及長(cháng)期沿用,隨著(zhù)生產(chǎn)力發(fā)展,熱切割已由手工普通型逐步演進(jìn)發(fā)展,研制出眾多采用新型燃氣以至新的切割原理的全新工業(yè)氣割裝置,自動(dòng)化程度也越來(lái)越高,被加工材料也由普通碳素鋼材擴大到不銹鋼、有色金屬等材料,甚至非金屬材料,切割精度和效率都達到了前所未有的水平。數控等離子切割機就是這樣一種技術(shù)先進(jìn)、生產(chǎn)工藝需要、正在推廣的新型自動(dòng)化切割裝備。
1.等離子切割的原理及與火焰切割的異同
數控等離子切割于20世紀50年代在美國研制成功,是集數控技術(shù)、等離子切割技術(shù)、電源技術(shù)于一體的機電一體化裝置。它的基本工作原理的發(fā)現和發(fā)展,得益于二戰中美國飛機制造業(yè)的技術(shù)革新,從目前仍大量使用的火焰切割變革而來(lái)。作為熱切割的二種主要方式有必要對二者的異同、特點(diǎn)做一比較,才能對它們的使用更有針對和便于選擇,為此,應清楚了解等離子切割的原理及與火焰切割的差異。首先,火焰切割是燃氣(目前多為丙烷氣等高燃燒值氣體)加氧氣燃燒加熱切割鋼材,加工溫度數千度。等離子切割所需熱力能源和切割原理則大為不同,先了解一下什么是等離子體?現在知道,物質(zhì)有四種狀態(tài),隨著(zhù)溫度升高,依次呈現為固體、液體和氣體三態(tài),當氣體溫度進(jìn)一步升高時(shí),能量使分子之間徹底分離,其中的原子由于激烈的相互碰撞而使得電子從原子游離出來(lái),離解為電子和正離子(或稱(chēng)帶正電的核),這時(shí)物質(zhì)將進(jìn)入一種新的稱(chēng)為第四態(tài)的狀態(tài),稱(chēng)為等離子體,等離子體之間的撞擊將釋放出巨大的能量,產(chǎn)生和維持更高的溫度,可達上萬(wàn)度,這應是“熱態(tài)等離子”(有別于“冷態(tài)等離子”)。等離子體的這種性質(zhì)用于切割,如由電流產(chǎn)生,再加以約束,可產(chǎn)生電流密度極高的等離子弧,根據所使用的工作氣體,主要分為氧、氬氣等離子弧切割等,而根據約束方式,主要分為水再壓縮等離子弧切割、磁場(chǎng)再約束等離子弧切割等,而目前開(kāi)發(fā)的等離子系統,僅使用壓縮空氣和電。一般等離子切割機由電控系統、機械裝置及噴嘴組成,根據引弧原理不同控制系統有所不同。電控系統產(chǎn)生高溫高熱等離子弧,由壓縮空氣壓縮后從噴嘴噴出,(類(lèi)似氣體保護焊),將被切割金屬局部熔化并被高速氣流吹走,從而形成細窄切割縫。從切割效果看,火焰切割與等離子切割的切口質(zhì)量差別較大,等離子切口較窄,光滑度較好一般不需打磨,火焰切割則經(jīng)常需要人工除渣磨邊,但等離子通常只切割30mm以下的鋼板(以及有色金屬板),較厚的鋼板仍需火焰切割,而多邊直條切割機一般使用火焰切割。
火焰切割與等離子切割又一直觀(guān)的效果差別在于,由于電弧與溫度不同,火焰切割對金屬板起著(zhù)熔化與吹離作用,而等離子弧的高溫,除熔化外還有氧化蒸發(fā)過(guò)程,切割中常常冒出黃煙,因而不得不采用板下水槽或其他除塵措施。然而綜合比較各方面優(yōu)缺點(diǎn),等離子切割由于切割速度快、切口質(zhì)量好,穿孔時(shí)間短,僅用電可不使用切割氣,使得前期投資高而后期成本較低,這些獨有的特點(diǎn)使它在技術(shù)選型中優(yōu)勢較突出,因而越來(lái)越受到市場(chǎng)重視。可見(jiàn),根據使用目的和范圍的不同,二種切割方式還是有著(zhù)比較明顯的分工取向的。
2.數控等離子設備的基本系統構成
數控等離子切割設備一般概括為三大部分:機床部分、數控部分和軟件部分。機床整體由道軌、機架、齒輪齒條傳動(dòng)、減速機、伺服電機、氣路系統、切割機噴嘴、冷卻除塵等系統組成;二是以計算機、電源系統、伺服運動(dòng)控制系統為核心的全套電氣系統硬件;計算機軟件則為第三部分,以下擬分類(lèi)簡(jiǎn)介.
2.1等離子切割的引弧方式和電源等離子切割的引弧方式一般有傳統的高頻高壓方式和新型非高頻方式,目前國內許多公司仍采用高頻高壓方式,國外新技術(shù)代表美國海寶等公司及國內一些新技術(shù)公司,則采用非高頻引弧技術(shù)。而電源類(lèi)型則通常有增強漏磁型變壓器電源、晶閘管整流電源、逆變電源和斬波電源四種。比較通用的海寶MAX200是一種恒流、提供40—200A連續可調電流的次級變換斬波器電源,這類(lèi)品牌目前在制作技術(shù)和性能上更為專(zhuān)業(yè)和精良,國內也有越來(lái)越多的產(chǎn)品進(jìn)入市場(chǎng)競爭。高壓高頻引弧要求在工件和電極間產(chǎn)生3KV以上的高壓和150—200KHZ的高頻振蕩,擊穿中性氣體介質(zhì)而形成電弧,電路又分為短路和非短路型,這種引弧方式具有較高的引弧成功率,但造成的電磁干擾較嚴重,在數控自動(dòng)切割和對電磁干擾要求嚴格的場(chǎng)合無(wú)法使用。非高頻引弧也稱(chēng)為接觸引弧,要求電極與噴嘴直接接觸短路后靠氣體分壓而引燃小弧,產(chǎn)品內無(wú)需高頻振蕩器,消除了高頻高壓放電產(chǎn)生的電磁干擾,降低了對人體的傷害。該型燃弧方式對電極引弧高度控制提出了較高要求,一般設立專(zhuān)門(mén)的弧壓高度控制系統。
2.2伺服控制系統
數控切割機是一種將數控技術(shù)與精密機械緊密結合的機電一體化產(chǎn)品,技術(shù)性能已遠超越仿形切割、半自動(dòng)小車(chē)之類(lèi)初級產(chǎn)品,適應切割任意復雜圖形。根據加工大小,其機械結構形式可為龍門(mén)式、懸臂式、臺式便攜式數控切割機,可選用等離子或火焰切割頭,還有更為專(zhuān)用的數控相貫線(xiàn)切割機、機械人切割機、激光切割機等。以大中型龍門(mén)、懸臂式為例,數控等離子切割機實(shí)質(zhì)是一種切割專(zhuān)用的多軸數控伺服系統,以計算機控制為中心,可在二軸以上方向對切割頭進(jìn)行圖形運動(dòng)控制,以達到切割加工目的。
2.3弧壓高度控制器
以上提到,數控等離子切割對引弧、弧壓控制要求很高,廠(chǎng)家多采用專(zhuān)門(mén)的弧壓高度控制器來(lái)實(shí)現這一要求。等離子弧壓高度控制器的原理是利用等離子電源的基本恒流特性,通過(guò)檢測等離子弧電壓的變化,來(lái)測定等離子切割過(guò)程的割炬高度變化,實(shí)現對切割割炬的高度控制。通常具有的基本功能有,初始自動(dòng)定位、開(kāi)機穿孔與斷弧提升功能、割炬防撞、給定與實(shí)際弧壓顯示監控、手動(dòng)與自動(dòng)操作等。海寶產(chǎn)品有自身配套的高性能高度控制器,應提及,目前許多國產(chǎn)該用途產(chǎn)品,性能已完全可以滿(mǎn)足工程要求,替代進(jìn)口使用已很普遍。
2.4工控計算機與自動(dòng)編程套料軟件
數控等離子切割系統的控制中心,是一套以工控計算機為核心,集顯示器、鍵盤(pán)一體化可視化編程的圖形切割控制器。系統除裝有通常Windows操作系統、數控控制系統外,還需要安裝專(zhuān)用的自動(dòng)編程套料軟件。好馬配好鞍,有了相應的具備CAD/CAM功能的繪圖編程軟件,切割圖形的編輯和導入才能夠容易實(shí)現,整個(gè)切割系統將如虎添翼,可方便、靈巧、可靠地完成復雜的加工功能。發(fā)思特軟件公司授權的FastCAM自動(dòng)編程套料軟件,就是當前業(yè)界很受歡迎的一款用于二維切割數控系統的繪圖編程軟件,與一般傳統CAD繪圖軟件相比,FastCAM不僅可以把通常CAD軟件繪制圖形方便錄入機器,轉化為切割軟件,還可以用清除、壓縮、擬合等優(yōu)化手段,完成清除DXT/DWG文件中多余點(diǎn)、重疊體,壓縮擬合小實(shí)體曲線(xiàn),自動(dòng)識別過(guò)渡圓弧,全自動(dòng)共邊、借邊、橋接和智能連接這樣一些細節功能,使其有更高的智能性和交互性,有效提高和保證切割質(zhì)量,這也是該軟件的核心技術(shù)之一,尤其是FastCAM優(yōu)化套料技術(shù),可有效提高鋼材套料利用率,有效節省鋼材,提高加工效率。
3.數控等離子(火焰)切割在鋼結構生產(chǎn)中的應用
傳統的手工切割只能通過(guò)操作人員手眼配合手把的移動(dòng)路線(xiàn)和速度,加工精度和產(chǎn)出率難以保證,后來(lái)出現的小車(chē)切割、仿形切割在直線(xiàn)或某些復雜曲線(xiàn)加工中,相對提高了質(zhì)量和效率,但對于靈活快速加工、單件及特種批量加工受到局限,而數控切割技術(shù)的產(chǎn)生和應用,真正使熱切割工藝發(fā)生了質(zhì)的變革飛躍。拿當前鋼結構行業(yè)生產(chǎn)現狀來(lái)看,可以了解到數控熱切割已成為重要的加工手段,設備投入和占有量越來(lái)越多。以某沿海城市工業(yè)園區為例,某大型鋼構廠(chǎng),由于以加工大型H鋼鋼構產(chǎn)品為主,采用了大量數控火焰切割和自動(dòng)焊接設備;某船廠(chǎng)由于船舶鋼結構特種加工的要求,采用了八臺以上的大型數控等離子切割機;我公司曾以H型鋼廠(chǎng)房鋼構生產(chǎn)為主,于近期與某現代化船廠(chǎng)建立長(cháng)期戰略合作關(guān)系,在原配有數控自動(dòng)、半自動(dòng)直條切割機基礎上,新上二臺6M海寶數控等離子切割機,目前正加緊對上千噸各種厚度、形狀各異的船體基座、分段結構板進(jìn)行套料加工,數控等離子切割設備顯現出強大的專(zhuān)業(yè)加工能力,將產(chǎn)生良好的經(jīng)濟效益。
4.編程方法及應用實(shí)例
數控切割機在應用過(guò)程中首先應進(jìn)行編程工作,由于Fastcam套料軟件的應用,使其編程簡(jiǎn)單化。在操作過(guò)程中需要使用AutoCAD或其他繪圖軟件,另存為DXF格式。然后打開(kāi)Fastcam套料軟件,輸人數據確定板料的尺寸,然后將DXF格式下料文件導入到Fastcam套料軟件中,根據提示確定下料的數量,根據板料的規格,以最佳節省材料為原則,對零件排布進(jìn)行調整并根據零件的技術(shù)要求選擇合理的切入點(diǎn)。然后將其輸出,Fastcam系統將自動(dòng)生成程序文件,將這套程序文件作為數控切割機可識別的程序,數控割機的切割頭將沿著(zhù)所繪零部件的軌跡進(jìn)行運動(dòng)。切割實(shí)例一:軸支座部件下料
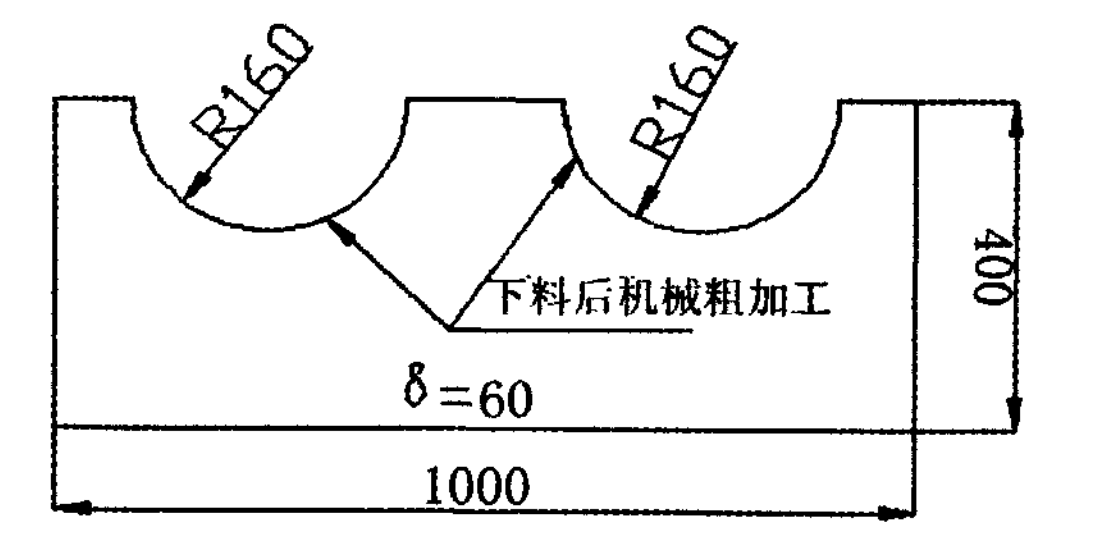
本部件兩半圓切割口下料后需要機械加工,由此可見(jiàn)對切割面的表面粗糙度要求相對高一些,而且板厚60 mill。如用手工下料難以保證圓弧的平滑過(guò)渡和垂直度。又因為批量不是太大,不適合使用仿形切割,使用數控火焰就解決了以上困難點(diǎn)。實(shí)例二:船用舾裝件部件
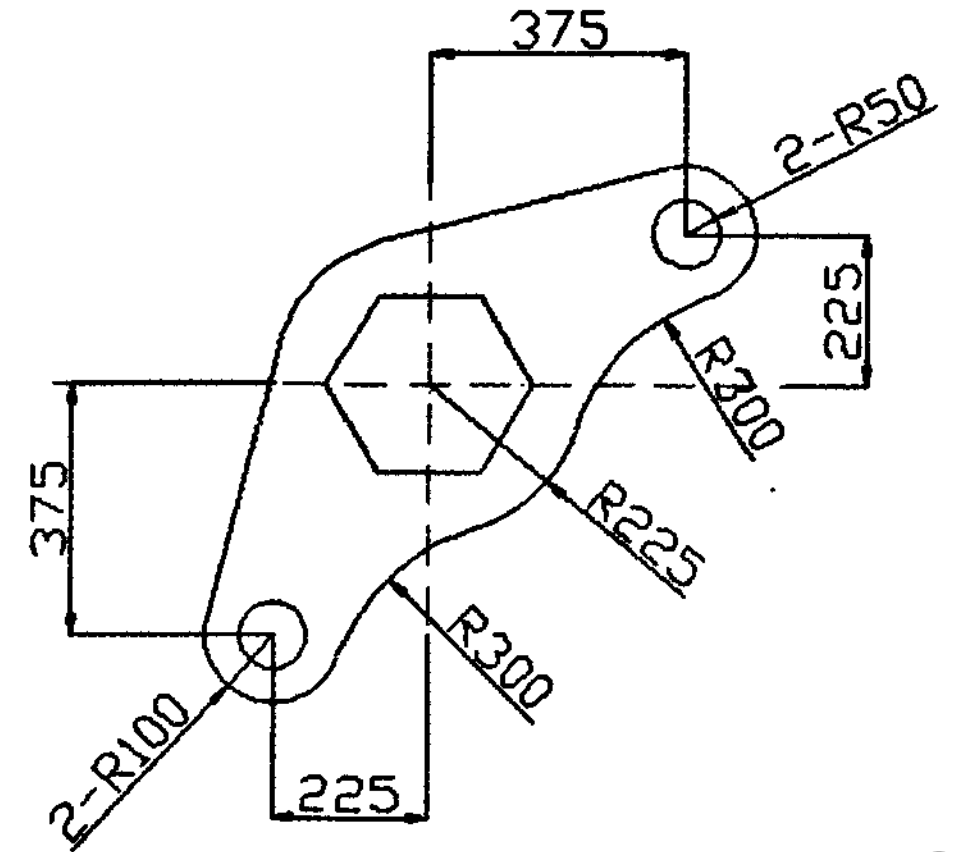
此部件若用傳統的下料方法不但難以保證質(zhì)量,而且效率非常低,如果采用數控下料設備并使用等離子頭,快捷方便,切割質(zhì)量和效率均可保證。5結束語(yǔ)近年來(lái),隨著(zhù)數控切割和等離子弧技術(shù)的發(fā)展,極大的促進(jìn)和滿(mǎn)足了工程機械制造業(yè)切割工序的技術(shù)改進(jìn),鋼結構生產(chǎn)行業(yè)內也是這樣,它的技術(shù)發(fā)展和綜合效益使之展現出良好的增長(cháng)發(fā)展態(tài)勢。如等離子弧切割機的割炬正朝著(zhù)割縫精度接近激光精度的精細方向發(fā)展;小功率切割電源向逆變方向發(fā)展,以提高電源效率及電弧的收縮性;大功率切割電源向閘管方向發(fā)展,并采用一定的補償措施以提高效率,出現了水射流式大功率等離子電源,新技術(shù)發(fā)展將進(jìn)一步提高切割速度,改善切割質(zhì)量。目前來(lái)看,不僅國外廠(chǎng)商,國內業(yè)界公司,也已瞄準了這一發(fā)展趨勢和機遇,急起直追,不斷加大技術(shù)推廣和研發(fā)的力度,可以預見(jiàn),數控切割特別是等離子切割的技術(shù)提高將步伐加快,有著(zhù)廣闊的發(fā)展空間。
來(lái)源:designofka.com
撥打我們免費電話(huà)
+86 021-69591999
企業(yè)公眾號








 中文
中文 English
English Espa?ol
Espa?ol русский
русский Portugal
Portugal ???????
??????? fran?ais
fran?ais Deutsche
Deutsche 日本語(yǔ)
日本語(yǔ) Indonesia
Indonesia